
ระบบการจัดการพลังงานไอน้ำประสิทธิภาพสูง สำหรับโรงงานน้ำตาลจากอ้อย
ปลดล็อกพลังงานความร้อนจากน้ำควบแน่น (Condensate Heat) ด้วยเทคโนโลยีถ่ายเทความร้อนจากของเหลวสู่ของเหลวที่ได้รับการจดสิทธิบัตร
ขณะที่อุตสาหกรรมน้ำตาลทั่วโลกมีความก้าวหน้าในด้านการดำเนินการสำหรับอนาคต ประสิทธิภาพการใช้พลังงานได้กลายเป็นหนึ่งในปัจจัยที่สำคัญที่สุดที่จะกำหนดความสามารถในการแข่งขัน ความยั่งยืน และความอยู่รอดในระยะยาว และถึงแม้ระบบอัตโนมัติ (automation) และการปรับเปลี่ยนให้เข้าสู่ระบบดิจิทัล (digitalization) จะได้รับความนิยมเพิ่มขึ้นอย่างต่อเนื่อง แต่การปรับปรุงหลายอย่างที่ส่งผลกระทบมากที่สุดก็ยังคงมาจากการเสริมสร้างพื้นฐานทางวิศวกรรมกระบวนการ โดยเฉพาะอย่างยิ่งวิธีการที่โรงงานจะใช้พลังงานที่ผลิตได้อยู่แล้วได้อย่างมีประสิทธิภาพ
อย่างไรก็ดี หนึ่งในแหล่งพลังงานในโรงงานผลิตน้ำตาลจากอ้อยที่ยังไม่ถูกใช้ประโยชน์อย่างเต็มประสิทธิภาพ คือ น้ำที่เกิดขึ้นจากกระบวนการควบแน่นของไอน้ำให้กลายเป็นของเหลว (process condensate) และไอน้ำร้อนจากกระบวนการกลั่น (flash vapour heat) บริษัท Saisidha Engineering Industries ซึ่งมองเห็นโอกาสนี้ตั้งแต่เนิ่นๆ ได้พัฒนาเทคโนโลยีเพิ่มประสิทธิภาพการใช้ไอน้ำที่ได้รับการจดสิทธิบัตร โดยมีหัวใจอยู่ที่เครื่องแลกเปลี่ยนความร้อนจากน้ำควบแน่นชนิดของเหลวต่อของเหลว (Liquid-to-Liquid Condensate Heater) ซึ่งบูรณาการเข้ากับระบบกู้คืนความร้อนด้วยกระบวนการแฟลช (flash heat recovery system) ที่ได้รับการคิดค้นขึ้นและจดสิทธิบัตรครั้งแรกในช่วงปี 2551-2552 ปัจจุบันเทคโนโลยีนี้ได้รับการพัฒนาไปสู่โซลูชันที่ได้รับการพิสูจน์แล้วว่ามีประสิทธิภาพสูง โดยมีการนำไปใช้งานมากกว่า 200 แห่งทั่วโลก และสิทธิบัตรได้รับการคุ้มครองใน 18 ประเทศ และถูกนำไปใช้ในโรงงานผลิตน้ำตาลที่ต้องการลดการใช้ไอน้ำอย่างเห็นได้ชัดโดยไม่ทำให้การดำเนินงานซับซ้อนขึ้นแต่อย่างไร
บทความนี้จะนำเสนอวิธีการทำงาน วิวัฒนาการทางเทคนิค และประสิทธิภาพของเทคโนโลยีที่สามารถพิสูจน์ได้ในระดับโรงงาน ซึ่งจะแสดงให้เห็นว่าโรงงานผลิตน้ำตาลแห่งอนาคต สามารถเพิ่มประสิทธิภาพได้อย่างมีนัยสำคัญผ่านหลักการทางวิศวกรรมที่ได้รับการพิสูจน์แล้ว
การคิดใหม่เกี่ยวกับการใช้ไอน้ำในกระบวนการผลิต
ในระบบการผลิตแบบดั้งเดิม พลังงานความร้อนส่วนใหญ่ที่อยู่ในกระแสน้ำควบแน่นจะถูกนำกลับมาใช้เพียงบางส่วนหรือไม่ได้ถูกนำไปใช้อย่างมีประสิทธิภาพ ส่งผลให้ต้องใช้ไอน้ำเพิ่มเติมในการให้ความร้อนแก่น้ำอ้อย ซึ่งเพิ่มภาระของหม้อไอน้ำและลดประสิทธิภาพโดยรวมของกระบวนการผลิตลง
เทคโนโลยีเพิ่มประสิทธิภาพการใช้ไอน้ำของ Saisidha ได้แก้ปัญหานี้โดยนำความร้อนจากน้ำควบแน่นกลับมาใช้ในการให้ความร้อนแก่น้ำอ้อยก่อนเข้าสู่กระบวนการระเหยน้ำอ้อย ซึ่งจะช่วยลดความต้องการไอน้ำในขณะที่ยังคงควบคุมอุณหภูมิได้อย่างแม่นยำ แทนที่จะพึ่งพาระบบอัตโนมัติที่ซับซ้อนหรือต้องได้รับการบำรุงรักษาเป็นพิเศษ เทคโนโลยีนี้ใช้หลักการแลกเปลี่ยนความร้อนจากของเหลวสู่ของเหลวที่มีประสิทธิภาพ ซึ่งช่วยให้มั่นใจได้ว่าประสิทธิภาพการเดินเครื่องจะสม่ำเสมอตลอดฤดูกาลผลิต
หลักการทำงาน: การแลกเปลี่ยนความร้อนจากน้ำควบแน่นชนิดของเหลวต่อของเหลว
หัวใจสำคัญของระบบนี้คือเครื่องแลกเปลี่ยนความร้อนจากน้ำควบแน่นชนิดของเหลวต่อของเหลว ที่ได้รับการออกแบบเป็นพิเศษเพื่อถ่ายโอนพลังงานความร้อนจากน้ำควบแน่นที่มีอุณหภูมิสูงเข้าสู่กระแสน้ำอ้อยในกระบวนการผลิตโดยตรง และเสริมการทำงานของระบบนี้ด้วยระบบกู้คืนความร้อนจากกระบวนการแฟลช เพื่อให้มั่นใจได้ว่าทั้งพลังงานความร้อนและพลังงานไอน้ำด้วยกระบวนการแฟลชจะถูกนำมาใช้ประโยชน์อย่างมีประสิทธิภาพ ก่อนที่น้ำควบแน่นจะถูกนำกลับมาใช้ใหม่หรือระบายออกไป
ในเชิงการทำงาน น้ำอ้อยดิบที่เข้าสู่ระบบที่อุณหภูมิประมาณ 45–46 °C จะถูกทำให้ร้อนขึ้นอย่างต่อเนื่องโดยใช้พลังงานจากน้ำควบแน่นที่ได้รับการนำกลับมาใช้ใหม่ และเมื่อถึงขั้นตอนการให้ความร้อนครั้งที่สอง น้ำอ้อยจะมีอุณหภูมิสูงกว่า 70 °C ซึ่งช่วยให้กระบวนการระเหยลดความต้องการใช้ไอน้ำลงได้อย่างมาก
วิวัฒนาการของเทคโนโลยี: กะทัดรัด ปรับให้เหมาะสม และผ่านการทดสอบใช้งานจริงแล้ว (เวอร์ชัน 2.0)
จากประสบการณ์การเดินเครื่องในการผลิตหลากหลายระดับ Saisidha ได้พัฒนาเครื่องแลกเปลี่ยนความร้อนจากน้ำควบแน่นชนิดของเหลวต่อของเหลวรุ่นใหม่ โดยมีวัตถุประสงค์เพื่อให้เครื่องทำงานได้มีประสิทธิภาพเช่นเดิม แต่มีขนาดกะทัดรัดขึ้นและมีราคาถูกลง
การปรับปรุงการออกแบบที่สำคัญประกอบด้วยการลดจำนวนเซลล์แลกเปลี่ยนความร้อนต่อหนึ่งแถวโดยไม่ลดทอนประสิทธิภาพการถ่ายเทความร้อน ราคาตัวเครื่องที่ถูกลง ซึ่งเกิดจากการปรับโครงสร้างและการจัดการกับความร้อนให้เหมาะสม และการใช้พื้นที่ติดตั้งน้อยลง ซึ่งเป็นประโยชน์อย่างยิ่งต่อโครงการปรับปรุงโรงงานเดิม การปรับปรุงเหล่านี้ช่วยให้สามารถนำตัวเครื่องเข้าไปติดตั้งใช้งานกับโรงงานที่มีอยู่ได้ง่ายขึ้น ในขณะที่ยังคงความเชื่อถือไว้เฉกเช่นเดียวกับเครื่องรุ่นก่อนหน้านี้
สมรรถนะการเดินเครื่อง: สามารถวัดได้ เป็นขั้นตอน และสม่ำเสมอ
ข้อมูลการเดินเครื่องจริงจากการดำเนินงานของโรงงาน แสดงให้เห็นถึงสมรรถนะของระบบที่ชัดเจนและเชื่อถือได้ โดยผลลัพธ์ตามตารางนี้ได้แสดงถึงการเพิ่มความร้อนอย่างเป็นขั้นตอน โดยตารางด้านล่างสรุปผลลัพธ์ที่ได้จากการเดินระบบในช่วงหลายวันของการทำงาน
| No. | ตัวแปล | วันที่ 1 | วันที่ 2 | วันที่ 3 | วันที่ 4 | วันที่ 5 |
| 1. | การไหลของน้ำอ้อย (m3/hr.) | 220 | 230 | 240 | 240 | 240 |
| 2. | การไหลของน้ำชะล้าง (m3/hr.) | 70 | 74 | 80 | 80 | 82 |
| 3. | อุณหภูมิของน้ำอ้อยที่ทางเข้าในหน่วย °C ของท่อแลกเปลี่ยนความร้อนแถวที่หนึ่ง | 45.6 | 44.2 | 46.4 | 46.6 | 46.1 |
| 4. | อุณหภูมิของน้ำอ้อยที่ทางออกในหน่วย °C ของท่อแลกเปลี่ยนความร้อนแถวที่หนึ่ง | 68.8 | 64.3 | 65.8 | 63.8 | 64.9 |
| 5. | อุณหภูมิของน้ำอ้อยที่ทางเข้าในหน่วย °C ของท่อแลกเปลี่ยนความร้อนแถวที่สอง | 68.8 | 64.3 | 65.8 | 63.8 | 64.9 |
| 6. | อุณหภูมิของน้ำอ้อยที่ทางออกในหน่วย °C ของท่อแลกเปลี่ยนความร้อนแถวที่สอง | 74.6 | 74.8 | 76.1 | 73.3 | 75.5 |
| 7. | อุณหภูมิของน้ำควบแน่นที่ทางออกในหน่วย °C ของท่อแลกเปลี่ยนความร้อนแถวที่หนึ่ง | 97.2 | 97.8 | 96.4 | 97.2 | 98.7 |
| 8. | อุณหภูมิของน้ำควบแน่นที่ทางออกในหน่วย °C ของท่อแลกเปลี่ยนความร้อนแถวที่หนึ่ง | 66.3 | 64.9 | 68.8 | 64.7 | 66.7 |
| 9. | อุณหภูมิของน้ำควบแน่นที่ถูกทำให้ร้อนขึ้นอีกครั้งหลังในหน่วย °C | 96.8 | 98.6 | 98.7 | 98.8 | 99.7 |
| 10. | อุณหภูมิของน้ำควบแน่นที่ทางออกในหน่วย °C ของท่อแลกเปลี่ยนความร้อนแถวที่สอง | 53.2 | 51.0 | 55.2 | 51.4 | 60.3 |
| 11. | อุณหภูมิของน้ำควบแน่นในกระบวนการขั้นสุดท้ายในหน่วย °C หลังการผสม | 74.60 | 75.00 | 74.50 | 75.20 | 75.00 |
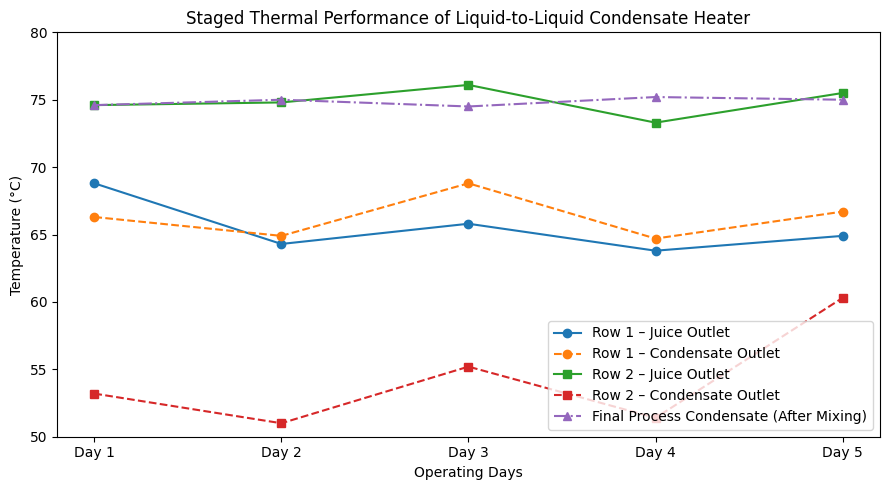
กราฟข้างต้นแสดงให้เห็นข้อค้นพบสำคัญสามข้อ ข้อแรก การให้ความร้อนถูกจัดเป็นลำดับอย่างเป็นระบบ ข้อที่สอง อุณหภูมิที่ทางออกของน้ำควบแน่นยังคงต่ำกว่าอุณหภูมิที่ทางออกของน้ำอ้อยอย่างต่อเนื่อง ซึ่งแสดงถึงประสิทธิภาพการถ่ายเทความร้อนที่มีประสิทธิภาพโดยไม่เกิดการหยุดชะงัก และสุดท้าย อุณหภูมิของน้ำควบแน่นในกระบวนการขั้นสุดท้ายยังคงคงที่อยู่ที่ประมาณ 75 °C ซึ่งเป็นการยืนยันถึงเสถียรภาพและความน่าเชื่อถือในตัวระบบขณะเดินเครื่องตลอดวัน
อัตราส่วนการใช้ไอน้ำต่ออ้อยลดลงได้มากถึง 30%
หนึ่งในผลลัพธ์ที่สำคัญที่สุดจากการนำเทคโนโลยีนี้มาใช้คือ ความสามารถในการลดการใช้ไอน้ำต่ออ้อยลงลงได้ถึง 30% ขึ้นอยู่กับการจัดวางระบบของโรงงานและการเดินเครื่อง การลดลงนี้ก่อให้เกิดประโยชน์ต่อเนื่องหลายประการ รวมถึงการลดภาระของหม้อไอน้ำและการใช้เชื้อเพลิง การเพิ่มศักยภาพในการส่งออกพลังงานที่ถูกผลิตเพิ่มขั้นมา และการเพิ่มความยืดหยุ่นในการดำเนินงานในช่วงเวลาที่มีหีบอ้อยมากที่สุด ที่สำคัญ การประหยัดเหล่านี้ไม่ส่งแบบกระทบต่อคุณภาพน้ำตาลแต่อย่างไร เนื่องจากมีการควบคุมรูปแบบการให้ความร้อนสำหรับการผลิตน้ำอ้อยดิบ น้ำอ้อยกำมะถัน และน้ำอ้อยใส
ความเรียบง่ายและความเชื่อถือได้ในการดำเนินงาน
ความท้าทายที่พบได้บ่อยในเทคโนโลยีเพื่อประหยัดพลังงานคือ ความซับซ้อนในการเดินเครื่อง และระบบประหยัดไอน้ำของ Saisidha ได้รับการออกแบบมาเพื่อตอบโจทย์ข้อนี้ ข้อดีหลักของระบบนี้ประกอบด้วยการทำงานที่เหมือนกับเครื่องให้ความร้อนน้ำอ้อยแบบดั้งเดิม โดยไม่จำเป็นต้องใช้ระบบอัตโนมัติที่ซับซ้อนหรือระบบควบคุมเฉพาะทาง ความเชื่อถือได้สูงตลอดหลายฤดูกาลผลิต และบุคลากรทั่วไปประจำโรงงานสามารถกำกับดูแลการทำงานได้ง่าย นอกจากนี้ ความต้องการด้านการบำรุงรักษาก็ไม่ซับซ้อนเพราะสามารถทำความสะอาดท่อได้โดยไม่ต้องใช้สารเคมี ซึ่งช่วยลดต้นทุนการเดินเครื่องและไม่จำเป็นต้องมาจัดการกับสารเคมีตามรอบการบำรุงรักษา
ความยั่งยืน ระยะเวลาการคืนทุน และความเหมาะสมในการประยุกต์ใช้
นอกเหนือจากประสิทธิภาพด้านพลังงานแล้ว เทคโนโลยีนี้ยังมีส่วนสำคัญต่อการบรรลุเป้าหมายด้านความยั่งยืนอีกด้วย ไอน้ำควบแน่นส่วนเกินที่มีอุณหภูมิอยู่ในช่วง 45–48 °C สามารถนำกลับมาใช้เป็นน้ำเจือจาง (dilution water) สำหรับน้ำทิ้งที่ผ่านการบำบัดแล้ว หรือใช้ในกระบวนการกลั่นได้โดยตรง การจัดการน้ำควบแน่นที่ผ่านการปรับสภาพแล้วช่วยลดมลพิษจากโรงไฟฟ้าได้โดยไม่จำเป็นต้องเพิ่มความสามารถของระบบบำบัดน้ำเสียแต่อย่างไร
ในด้านการลงทุน เทคโนโลยีเพิ่มประสิทธิภาพการใช้ไอน้ำนี้ได้รับการออกแบบมาให้ใช้เงินลงทุนต่ำและรับประกันการคืนทุน ซึ่งโดยทั่วไปแล้วสามารถบรรลุเป้าหมายได้ภายในหนึ่งฤดูการผลิตน้ำตาล จากการลดการใช้ไอน้ำ เพิ่มประสิทธิภาพทางความร้อน และลดค่าใช้จ่ายบำรุงรักษาเพิ่มเติมให้เหลือน้อยที่สุด
ระบบมีความเหมาะสมกับน้ำอ้อยปริมาณตั้งแต่ 50 ถึง 700 ตันต่อชั่วโมง โดยมีตัวอย่างกลุ่มค้าที่ใช้งานจริงในระบบนี้ ได้แก่ บริษัท Bugiri Sugar ประเทศยูกันดา (3,500 ตันต่อวัน) และ บริษัท Shree Halsidhnath SSK ประเทศอินเดีย (8,500 ตันต่อวัน)
บทสรุป
ด้วยการลดการใช้ไอน้ำต่ออ้อย การเพิ่มประสิทธิภาพการจัดการความร้อน และให้ผลตอบแทนการลงทุนที่รวดเร็วในขณะที่ยังคงดำเนินงานได้อย่างคล่องตัว เทคโนโลยีเพิ่มประสิทธิภาพการใช้ไอน้ำที่ได้รับการจดสิทธิบัตรของ Saisidha จึงเป็นทางเลือกในเชิงปฏิบัติที่จะยกระดับอุตสาหกรรมการผลิตน้ำตาลในอนาคตต่อไป
รายละเอียดเพิ่มเติม

ดูโบรชัวร์สินค้า

รับชมวิดีโอการทำงาน
ข้อมูลติดต่อ
Saisidha Engineering Industries Pvt. Ltd.
อีเมล: info@saisidha.com | เว็บไซต์: www.saisidha.com


