
Sugar Leakage Detection in Boiler Feedwater
All sugar mills use steam from the boiler as a source of energy, for example, in the evaporators or during crystallization. It is common practice and economically viable in the mills to utilize the vapor from one or several effects of the evaporators to the clarifiers or settling tanks. As the steam releases energy, steam condensates to distilled water that can be used as feed to the boilers.
However, condensates might get contaminated making them unfit for use if juice leaks or overflows into the equipment. Feedwater with excessive amounts of sugar, above 200 ppm, can be extremely damaging for boilers causing a variety of problems including foaming, fouling, corrosion, and in the worst case lead to an unplanned shutdown.
The Importance of Accurate Sugar Leakage Detection
Accurate sugar leakage detection is essential to allow sugar mills to respond rapidly, preventing damage to equipment and minimizing financial losses. Early detection systems provide the necessary tools to ensure that feedwater quality remains within safe parameters.

Vaisala Polaris Process Refractometer: Reliable Real-Time Measurement
The Vaisala Polaris™ PR53 Process Refractometer offers a technology solution for monitoring boiler feedwater. This advanced instrument provides in-line, real-time measurement of Total Dissolved Solids (TDS), enabling early detection of sugar traces and leaks in the boiler system. Key benefits include:
- Total Dissolved Solids (TDS) measurement for early detection of sugar shots and excess sugar content in the feed water.
- Alarm system for harmful sugar concentration.
- Conditions for good quality boiler feed water.
Installation and Operation
The refractometer is installed through a sample conditioning line before the boiler’s balance tank by a flow cell. Other refractometers can be installed in all condensate flows, for example from the evaporators, vacuum pans, clarifiers and settling tanks, allowing the earliest leakage point detection.
The refractometer provides Ethernet and 4-20 mA signals for real-time process control. This allows the creation of alarms and control of the drain’s shutter valve to avoid feeding contaminated condensates to the boiler and to ensure a safe operation.
High Sensitivity for Precision Detection
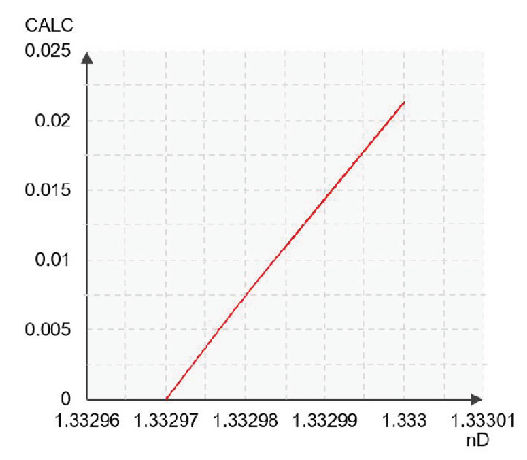
The Vaisala Polaris PR53 can be specially calibrated and installed to detect sugar concentrations as low as 0.02 Brix (200 ppm). This way, lower levels of TDS caused by inorganics salts and other components that do not cause damages to the equipment are neglected, and only truly harmful sugar content is considered. This way false alarmes can be eliminated.
Enhanced Equipment Longevity and Cost Savings
By providing instant, accurate, and reliable TDS data, the Vaisala Polaris PR53 allowing for sufficient time to react and eliminate any contaminated water from the system. This increases equipment life, reduces maintenance and operating costs and prevents production losses.